

Upgrade your blast room efficiency with the powerful Industrial Vacuum Recovery System, specifically designed for medium-level vacuum recovery applications.
Product Overview
The industrial vacuum unit delivers powerful performance for collecting blasting grit and other granular materials. It combines high vacuum pressure with strong airflow to move materials efficiently over long distances.
Moreover, its compact skid-mounted design allows easy handling and quick transportation using a forklift. As a result, it fits perfectly into modern blast room operations.
How It Works
The system uses a pre-separator to remove blasting grit from dust before the air reaches the main filter.
- First, the system separates and collects clean grit in a silo for reuse
- Then, it captures fine dust in a high-efficiency NCF filter
- Finally, it safely discharges clean air into the environment
This process ensures continuous operation while reducing maintenance requirements.
Applications
- This system performs efficiently across a wide range of industries. For example:
- Blast rooms (medium-level recovery systems)
- Shot blasting and sandblasting operations
- Steel fabrication and surface preparation
- Shipyards and tank cleaning
- Foundries and heavy industries
Because it handles abrasive and heavy materials with ease, it works exceptionally well in demanding industrial environments.
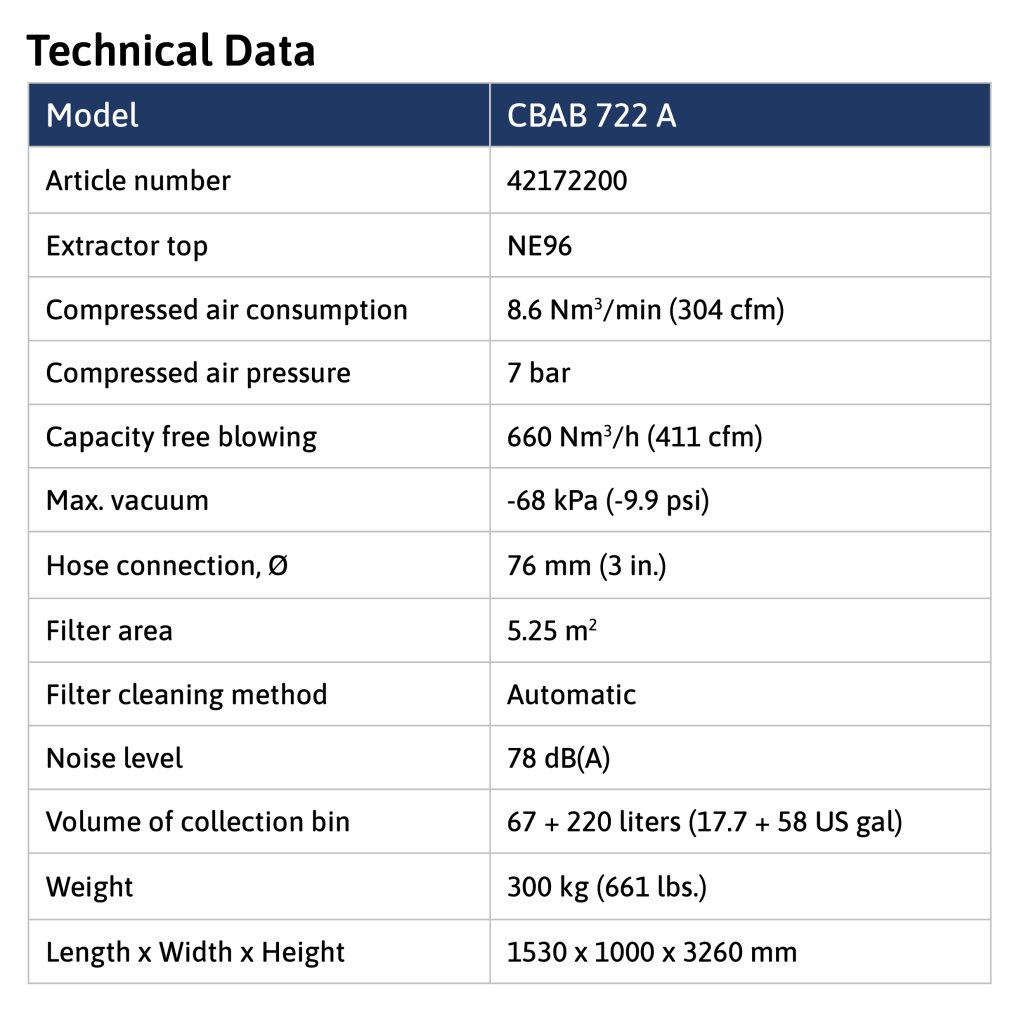
Technical Highlights
Benefits
✔ Reduce abrasive consumption with grit reuse
✔ Improve blast room cleanliness & safety
✔ Minimize downtime with self-cleaning filter
✔ Increase operational efficiency
✔ Lower maintenance costs
